FINDING SUBSTITUTE SURFACTANTS FOR SYNPERONIC NJOHN A. FIELDS, ANDREW WINGHAM, FRANCES HARTOG, & VINCENT DANIELS
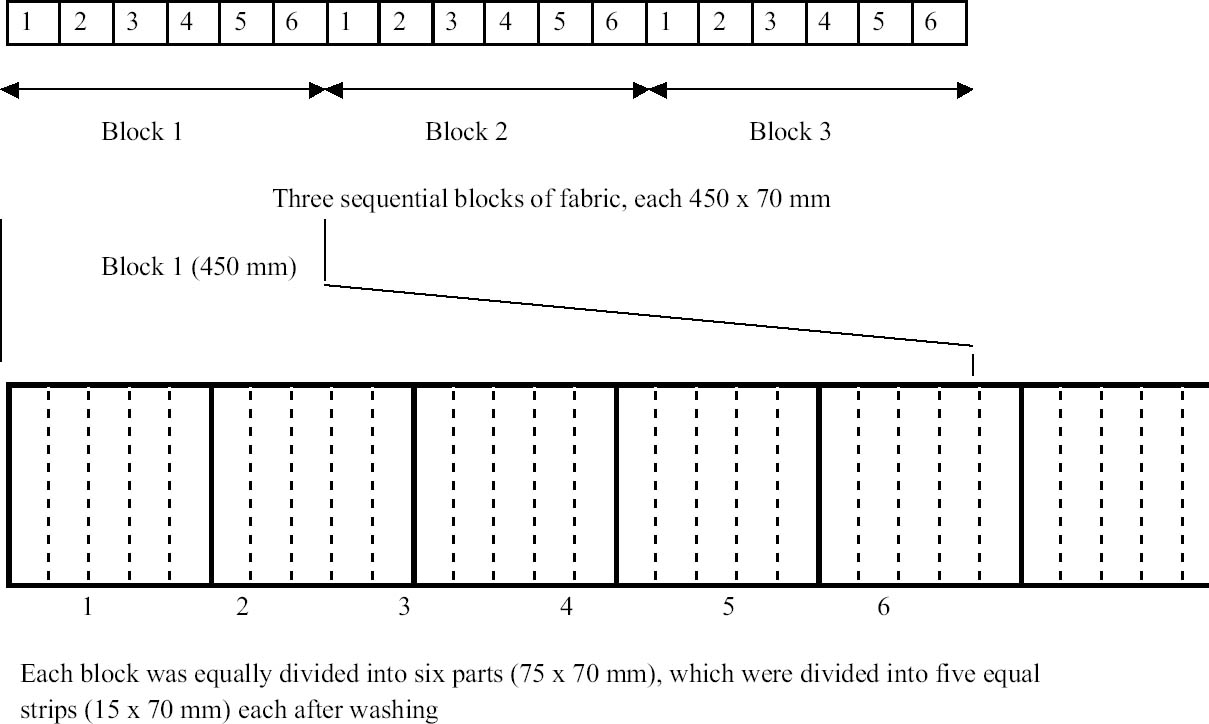
8 PHASE 2: FURTHER EVALUATION OF SELECTED SURFACTANTSThe seven best surfactants identified in the first phase of this study included two pairs of chemically similar nonionic surfactants from the same manufacturers: Imbentin T090 and C135/070 and Dehypon LS36 and LS45. Only one from each pair, Imbentin C135/070 and Dehypon LS45, were chosen for further testing with Synperonic 91/6 and two anionic surfactants, Hostapon T and Orvus WA. Phase 2 was to investigate whether artificially aged samples of surfactant-cleaned cotton and wool textile produced any effect that would cause a change in color or pH or reduce the tensile strength. The five surfactants listed above were tested with water as a control. Tensile testing was to be carried out on 15 strips each of the Testfabric cotton and wool textiles, each measuring 15 x 70 mm and cut parallel to the weft. To minimize any variation that might occur in the fabric, three sequential blocks of fabric measuring 450 x 70 mm were cut from the roll. Each of these blocks was equally divided into six parts and numbered 1–6 accordingly. All of the pieces numbered 1 were washed in Imbentin C135/070, those numbered 2 in Dehypon LS45, and so on, according to table 4, using the washing regime described in table 3. When washed and dried, the pieces were then cut into 5 equal strips, giving a total of 15 strips for each surfactant (fig. 7). These samples were then aged as described below. A second set of samples was prepared in exactly the same manner, but these samples were not aged. Color measurements on the cleaned samples were made as previously described, and these were aged in a light box fitted with Philips PL-L 36W compact fluorescent lamps (color 84, 2900 lumen, color temperature 4000 K) (Daniels and McIntyre 1993). One of the fans in the box was disabled to give elevated temperatures (53–58�C). The illuminance
For tensile testing, the samples were cut using a scalpel into strips measuring 15 x 70 mm, as described above. Care was taken not to cut warp threads parallel to the new cut. For the wool strips, each strip was prepared with 31 whole-warp threads, which was achieved by pulling out every 32d thread and cutting in the gap produced. This process was not possible with the cotton, as the threads were too firmly held to pull out. Samples were preconditioned at 60% RH for at least 24 hours before testing in accordance with British Standard BS4303 (BSI 1968). Tensile testing was carried out on an Instron 4411 with the interjaw distance at 40 mm and the extension rate at 20 mm/min. The maximum load was measured. The broken samples were retained for pH testing. The pH of samples before and after testing was measured by immersing a 1.0 g sample in freshly boiled and cooled deionized water (50 cm3). After an hour, the pH was measured using a combination glass electrode. |