AIR-COUPLED ULTRASONIC SYSTEM: A NEW TECHNOLOGY FOR DETECTING FLAWS IN PAINTINGS ON WOODEN PANELSALISON MURRAY, MARION F. MECKLENBURG, C. M. FORTUNKO, & ROBERT E. GREEN
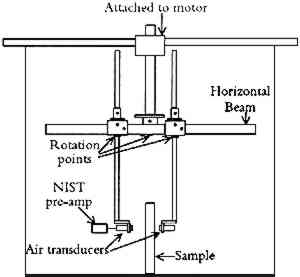
2 EXPERIMENTAL SETUPThe main component of the air-coupled ultrasound system in this work was the Ritec Advanced Measurement System, RAM 10000, a digital ultrasonic measurement system that generated and processed the ultrasonic signals (Murray 1993).1 It was linked to a commercial scanning system from SONIX that controlled the position of two noncontact transducers on either side of the painting in the XY-plane. During the experiment, a computer controlled the ultrasonic measurement and scanning systems. It also stored the data for the amplitude, phase, � and y positions, and the measurement system settings. The end view of the scanning system is shown in figure 1. The preamplifier and the transducers were linked to the ultrasonic measurement system.
The system could operate between 50 kHz and 5 MHz, although the transducers used had a frequency of 0.5 MHz. They were Harisonic piezoelectric transducers, spherically focused at approximately 5.1 cm. During the experiments, the generating transducer was brought very close to the back surface of the sample and the receiving transducer was focused on the sample-air interface of the front surface. The areas scanned were approximately 15 � 15 cm, although larger areas could be scanned. Because the images were of high resolution, it took six hours to obtain each one; however, a lower-resolution scan would require less time. Larger areas could be scanned using the same experimental system. The ultrasonic results, like xeroradiographs, superimpose features from all layers of the painting in one image. The results of air-coupled ultrasound investigations are shown using two-dimensional representations known as C-scans. C-scans are commonly used in traditional nondestructive testing and were chosen here because of their closeness to the visual image of panels. Typically, the value of an ultrasonic parameter is plotted using gray scale or color as a function of the XY-position. In this work, the four ultrasonic parameters employed were amplitude, phase, processed amplitude, and processed phase; processed refers to the image-processing technique of thresholding, where all the pixels above a certain gray level are shown as black and the pixels below the level are white. In the amplitude images, the light areas indicate regions where the ultrasonic signal has been easily able to penetrate the sample, and the darker areas show where the signal was unable to penetrate. Gradations can be seen in the unenhanced amplitude scan with the different gray levels. The image-processed amplitude scans show delaminations as white areas. Other techniques were used to compare the results with those of the ultrasound results; they included visual examination, xeroradiography, and thermography. For the xeroradiographs, the x-ray tube was positioned 130 cm above the sample, the exposure time was 1 minute, the voltage was between 40 and 60 kV, and the amperage was 5 mA. A positive radiograph was taken with the result that areas of high density appeared dark and those of low density appeared light. The infrared thermographic system used was an Inframetrics Model 600 with 8-14 mm (longwave) spectral response. The infrared camera received the thermal radiation emitted from the panel through a germanium window. The signals were then recorded with a Hg-Cd-Te detector, which was liquid nitrogen cooled. The system had a Dual Galvanometer Reflective Scanner with a very high frame rate and a sealed enclosure to reduce acoustic noise. The temperature variation was within 3�C of room temperature. The heat source was a heat gun. |