A COMPARATIVE STUDY OF SILVER CLEANING ABRASIVESGLENN WHARTON, SUSAN LANSING MAISH, & WILLIAM S. GINELL
ABSTRACT—The intent of this investigation was to identify a relatively safe and effective abrasive cleaning system for use on museum silver. This research, performed at the Getty Conservation Institute (GCI) and the Los Angeles County Museum of Art (LACMA), was coordinated with the actual cleaning, polishing, and lacquering of a large silver collection at the museum. Tarnished sterling silver samples were cleaned using 13 abrasives and 2 carrier fluids. The amount of silver removed, the relative amount of tarnish remaining, and the appearance of the silver surface after cleaning were assessed. Independent bench tests were performed by LACMA conservation staff to compare subjectively the results produced by the various abrasives, carrier fluids, and abrasive support cloths. It was found that calcium carbonate, gamma alumina, and chromium oxide suspended in deionized water containing a nonionic surfactant removed tarnish successfully and caused the least amount of damage to the silver. The mechanisms of polishing and factors to be considered in selection of museum silver cleaning systems are discussed. Theophilus, 12th century (Smith and Hawthorne, 1979) Paul de Lamerie, 18th-century English silversmith (Taylor, 1956) 1 INTRODUCTIONTARNISH REMOVAL from silver objects is usually referred to as “silver polishing,” although the term “silver cleaning” would be a more accurate description of the intent of the operation. The purpose of silver polishing is to produce a smooth and highly reflective surface, while, in silver cleaning, surface deposits are removed and the underlying silver surface, which may or may not be reflective, is revealed. Tarnish can be removed from silver chemically, electrochemically, or mechanically. In mechanical processes, abrasives are generally used. In addition to tarnish, however, In conjunction with the planned cleaning and lacquering of 180 objects in the Arthur Gilbert Collection of silver at the Los Angeles County Museum of Art (LACMA), a joint project was carried out at the Getty Conservation Institute (GCI) and LACMA to evaluate abrasive cleaning materials. The objective of the project was to evaluate the effects produced on tarnished sterling silver by various combinations of abrasives, carrier fluids, and abrasive support cloths with respect to tarnish removal, silver removal, and scratch production. Other evaluation factors considered were ease of application, effects of cleaning time, residual abrasive particles on the silver surface, and appearance of the silver after cleaning. Although various carrier fluids and abrasive support cloths were considered, the principal emphasis of this project was comparison of abrasives. A search for information on relatively safe abrasives for tarnish removal revealed that Fales (1967), Heller (1983), Holland (1977), Majewski (1973), Reisman (1983), and a report on silver care products byConsumer Reports(1978) recommend procedures and report on casual bench tests, but no reports on systematic investigations were found. The selection of abrasive slurries was limited to those that could be prepared in the conservation laboratory using readily available, generic materials. Commercial products were not investigated because potentially damaging components may be contained in proprietary cleaners. These components include corrosion inhibitors, silicones, wetting agents, chemical cleaning agents, emulsifiers, antifoaming agents, perfumes, and dyes, along with the active abrasives. Moreover, unannounced compositional changes by the manufacturer could lead to changes in performance of the cleaner. At GCI, cleaning tests were conducted on sterling silver discs using 13 abrasives, 2 carrier fluids, and a single type of abrasive support. The discs were mounted, polished, artificially tarnished, and then cleaned reproducibly on a mechanical device. The amount of silver removed during cleaning was determined by measurements of dimensional changes of a group of indentations in the silver surface. The amount of tarnish removed and scratches produced were rated visually. Selected samples of cleaned surfaces were examined by scanning electron microscopy (SEM), optical microscopy, electron beam microprobe, and Auger spectroscopy to characterize the surface features produced. Nine conservators at LACMA participated in the evaluation project. They provided subjective comments on the speed and effectiveness of tarnish removal, depth and quantity of scratches produced, surface appearance of the silver after cleaning, ease of abrasive removal after drying, and their preferred cleaning technique. It should be noted that most of the objects in the LACMA collection did not require abrasive cleaning. Acidified thiourea solutions were generally used. Under certain circumstances, such as the absence of a proper fume exhaust system, the presence of associated organic or other sensitive materials, or the deliberate retention of tarnish at the bottom of engraved lines or in deep recesses, chemical cleaning is not appropriate and abrasive cleaning is preferred. 2 POLISHING CONSIDERATIONSPURE, CLEAN silver and many silver alloys are readily tarnished on exposure to the environment. Tarnishing is due to the reaction between silver and hydrogen sulfide (H2S), carbonyl sulfide (OCS), or various other sulfur-containing organic compounds in the atmosphere to form silver sulfide according to the following simplified overall reactions:
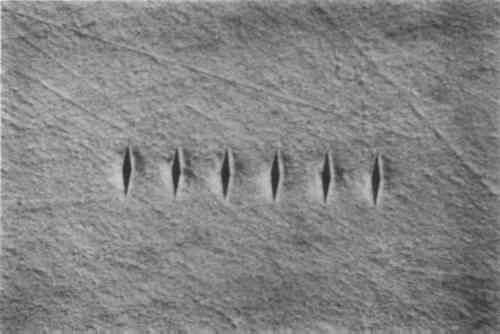
The rates of these reactions are strongly dependent on temperature, concentration, and relative humidity (Backlund et al. 1966; Bennett et al. 1969; Drott 1959; Franey 1983; Graedel et al. 1981; Graedel et al. 1985; Pope, Gibbens and Moss 1968). In the case of sterling silver, the tarnish layer contains cuprous sulfide (Cu2S), which may be distributed inhomogeneously depending upon the composition and distribution of the silver-copper phases in the alloy. A polished, mirrorlike surface is usually defined as one that reflects light specularly. For such an ideal surface, no light scattering occurs and all light incident on the surface is reflected at the incident angle. Scratches on a polished surface can be seen because they scatter the incident light. They will not be visible if the scratches are shallow, less than half the visible light wavelength (∼0.2 micrometers), or if the scratches are closer together than the light wavelength (∼0.4 micrometers). The objective of polishing, then, is to produce a surface whose irregularities are small with respect to the wavelength of visible light and not necessarily one that is featureless on an atomic level. Removal of the tarnish layer and polishing of the silver surface can be considered to be independent processes. An ideal cleaning system for silver is one that will remove the tarnish layer yet modify the underlying silver surface as little as possible. Such a system minimizes both the removal of silver and the alteration of the existing scratch pattern. In order to understand the mechanisms of polishing, the terms “abrasive polishing,” “soft material polishing,” and “burnishing” require explanation. Abrasive polishing involves the removal of surface material by the sharp cutting edges of abrasive particles; the topography of the resulting surface consists of a distribution of V-shaped grooves (Samuels 1982). The rate of material removal is determined by the number of abrasive particles in contact with the surface, the applied load, and the shape and rake angle of the particles. In some cases, depending on the rake angle, particles will plow a groove such that displaced metal forms a ridge on each side of the groove, but a significant amount of metal is not removed. The width and depth of the grooves are determined by both the particle size and applied load. For particle sizes less than a few tenths of a micrometer and with small loads, abrasives can produce a mirrorlike, polished surface. Phase contrast microscopy of such surfaces reveals a network of fine scratches (grooves) that are not visible at the same magnification by microscopy using ordinary illumination (Samuels 1978). Polishing by soft materials that are not ordinarily considered to be abrasive may occur by a different mechanism. If a scratched surface, consisting of hills and valleys, is rubbed by such materials, profilometer measurements show that the tops of the hills are gradually worn away until only the valley floors remain (Rabinowicz 1968). (A profilometer is an instrument whose active element is a fine-tipped stylus that is drawn across a surface and produces a record of the surface contour). This process produces an essentially featureless surface that appears polished. Although this process is also abrasion, it proceeds as an atom-by-atom material removal process rather than by mass removal by a cutting action. Metals that can be polished by this method seem to have low heats of vaporization, Hv. The rationale for correlation of this form of polishing with the Hv of a metal is that both processes involve removal of atoms from a surface. Because Hv for silver is moderately low, it is suspected that this is the primary polishing mechanism for soft abrasives such as calcium carbonate. Burnishing, another process that can result in a mirrorlike finish, can occur when a firm, usually hard, material is rubbed across a metallic surface. Inelastic metallic flow occurs, which results in metal transfer from high to low areas on the surface. On a microscale, the flow of metal modifies the original surface characteristics. Therefore polishing techniques that can produce burnishing should be used with caution on museum silver. The carrier fluid used with abrasives can act as a lubricant, a coolant, a vehicle for particle suspension, and a medium to flush debris away from the polishing site. Under conditions of hand polishing, silver will not reach a high temperature and hence the fluid is not required to perform a cooling or lubrication function. For silver polishing, the fluid alters the manner in which abrasive particles are dispersed among the yarns of the abrasive support cloth and assists in flushing away abrasive, tarnish, and silver particles. It has been found, in general, that polishing rates change significantly with different fluids (Samuels 1978). Either too much or too little fluid will reduce polishing efficiency, and therefore fluid evaporation during polishing may be a significant factor. Both the hardness of the abrasive support cloth and structure of the yarns play roles in determining polishing efficiency. Soft cloths provide greater contact area for the abrasive particles than hard cloths owing to the structure and weave of the cloth. Over time, abrasive particles become embedded in the cloth immediately in contact with the silver surface. These particles may or may not enhance polishing action. An agglomeration of metallic and tarnish particles may clog and cover the real areas of contact of the cloth, rendering the cloth less effective. If excessive amounts of debris accumulate, the cloth surface may take on the properties of a burnisher and smearing, rather than abrasion, may occur. The load applied during polishing also has an influence on the ultimate surface characteristics of the silver. Because the load applied to an abrasive particle embedded in the yarn of a soft cloth is light, only a small fraction of the particle thickness will penetrate the silver. This penetration will produce a narrow, shallow groove. The surface will appear polished, as the fine scratch pattern is below the level of visual detection. 3 EXPERIMENTAL METHODS AND MATERIALSMOST OF the 13 abrasives used in this study have been used either historically or are in current use by conservators. Some of the abrasives that are not generally used by conservators were investigated for their potential as abrasive cleaning materials. The two carrier fluids used in these tests are in common use by conservators. The first was a mixture consisting of 15 ml of reagent grade denatured ethyl alcohol with five drops of ammonium hydroxide (30%) (Plenderleith and Werner 1979). The second fluid was composed of 15 ml of deionized water and 5 drops of Triton X-100, a nonionic surfactant (approximately 0.02% by weight). Because the focus of this project was on abrasives, other carrier fluids were not studied. Nor were the efficacy of combining water and alcohol, the use of other alcohols, or the use of additives in the fluids considered. All experiments on silver samples were performed using Curity 100% cotton diapers as the abrasive support cloth. Systematic testing of cloths was not carried out at GCI. Triplicate silver test samples were prepared from 18-gauge (1.05 mm) cold-rolled, sterling silver sheet. Discs, 19 mm diameter, were punched from the silver sheet and embedded in black phenolic resin using standard metallographic techniques. A hole was drilled and tapped into the back of the resin mount to allow the samples to be mounted in The silver surfaces were then hand-polished on a Buehler Ecomet V using: Fibermet, 3 micrometers (μm) silicon carbide discs; Metadi, 1.0μm diamond compound on Microcloth; and Miromet, 1.0μm cerium oxide on Mastertex cloth. Samples to be tested with cerium oxide as the abrasive were given a final polish with Metpolish (Cr2O3). After polishing, the samples were cleaned ultrasonically, rinsed with acetone, air-dried, and stored in a desiccator. The relative loss of silver during polishing was determined by measurement of the mean change in dimensions of a set of six Knoop indentations impressed into the silver surface. The Knoop hardness measurement system employs a diamond ground to a shape that will produce an elongated, pyramidal depression in a metal. The long base axis of the depression is seven times the length of the short axis (fig. 1). The ratio of the long axis to the penetration depth (pyramid height) is 30.51, so that small changes in depth (abrasion loss of the silver surface) can be determined readily by measuring the change in length of the long, base axis. Production of the Knoop indentations (20 g load) and measurement of length changes were performed on a Leco Microhardness Tester equipped with a filar eyepiece micrometer.
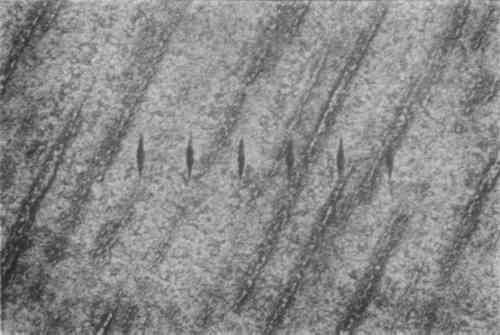
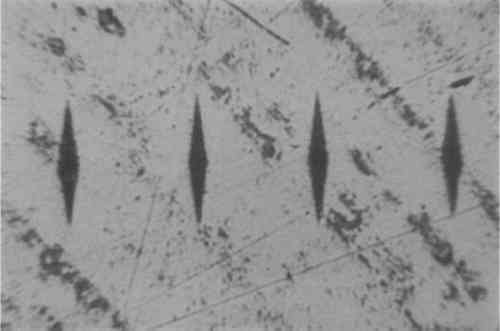
The silver samples were artificially tarnished in a stirred, 0.05% potassium sulfide solution for 10 minutes at room temperature. SEM measurement of a cross-section of the sulfided sample indicated that the sulfide layer varied in thickness between 0.5 and 1.0μm. Although this method of tarnish production does not replicate naturally formed tarnish, bench tests using cotton swabs, ethyl alcohol, and calcium carbonate indicated that the tarnish removal rate was similar to that of heavily tarnished art objects. Gas phase sulfidization tests resulted in poorly adherent, uneven tarnish films. Microscopic examination of a polished, sulfided sample revealed the presence of narrow, discontinuous copper-rich regions that were oriented in the rolling direction (fig. 2).
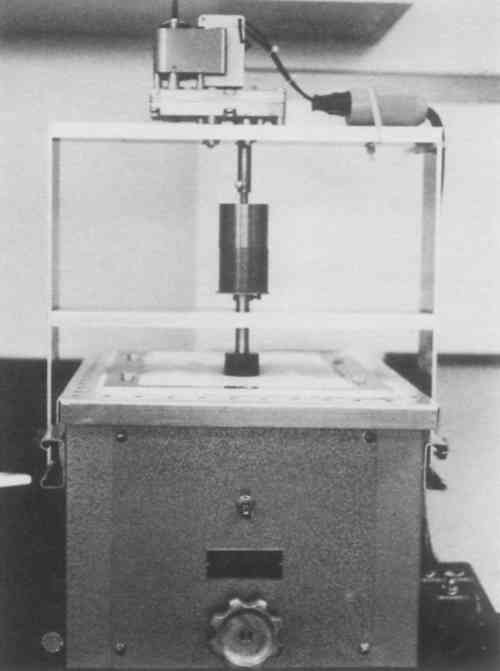
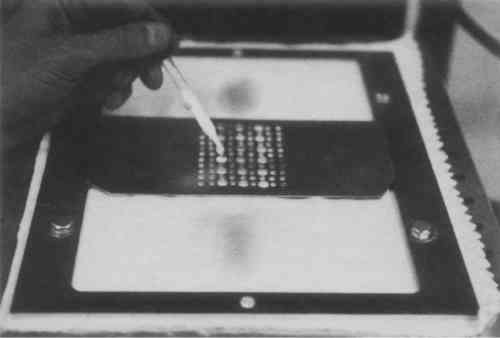
Polishing was performed on the polishing device shown in fig. 3. It consisted of an Eberbach shaker table modified by a motor-driven rotating spindle to which the silver specimen was mounted. The table surface was covered with 0.125-in, high-density polyethylene foam and two layers of 100% cotton diapers (Curity). The abrasive-carrier fluid slurry (5 g abrasive + 15 ml fluid) was stirred well and immediately distributed over the appropriate area of the cloth through a perforated aluminum grid (fig. 4).
After the silver specimen was mounted, a constant 1-kg load was applied to the shaft. Specimens were polished for either 3 or 6 minutes at a rate of 120, 2.5 cm strokes/min and 6 circular rotations/min. A 1-kg load was selected for these tests on the basis of the measurement of the average force applied by a conservator during a manual silver polishing test. Initially, silver samples were polished with each of the 13 abrasives for 3 minutes (E3) using alcohol as the carrier fluid. To determine the effect of polishing time, 7 abrasives were tested for 6 minutes using alcohol. To evaluate the effect of a carrier fluid change on abrasive performance, 4 abrasives in water suspension (W3) were used for 3 minutes. During the planning phase for these experiments, consideration was also given to a procedure involving polishing for a series of short-time intervals, each followed by analyses for tarnish removal, silver loss, and scratch. Test-termination time would be determined by the achievement of a predetermined, satisfactorily tarnish-free, surface. However, this type of procedure would have been more time consuming than the one used if done in a reproducible, controlled manner and would have required the development of a quantitative method for tarnish measurement. On the completion of the polishing operations, the long diagonal of the Knoop indentations on each of the samples was measured. Figures 5, 6, and 7 show photomicrographs of the indentations and surface condition of samples following polishing with calcium carbonate, gamma alumina, and rouge, respectively.
After calculating the mean value for each reading, the mean reduction in length, defined as Delta, was determined by subtracting the “after” reading from the “before” reading. The mean and standard deviation were then taken for all 18 indentations (6 on each of 3 samples). The numerical value of Delta was used as a measure of the relative amount of silver removed by the test abrasive. When the polishing operations were completed, the appearance of the samples was evaluated subjectively in terms of Scratch and Tarnish. Integration of scratch depth and density was performed visually to yield a numerical rating that could be interpreted as the relative polish of the silver surface. Tarnish was judged visually on the basis of the final color of the surface after the abrasive polishing, and, again, the samples were rated numerically. The rating procedure was performed by two conservators working together under daylight fluorescent illumination in a color compensation booth (Macbeth Spectrolite). All 78 samples to be evaluated were lined up, first in order of increasing Scratch and then in order of decreasing Tarnish. Because the first 13 samples had no visible scratches they were all rated equally and were assigned an average Scratch value of 7. The next sample in line with the least amount of visible scratches was assigned a value of 14. Similarly, the same samples were lined up in order of decreasing Tarnish. Twelve samples showed no evidence of tarnish removal, and all were assigned an average Tarnish 4 RESULTSTO EVALUATE the results and compare the overall relative performance of the abrasives, a Figure of Merit was calculated. Figure of Merit is defined as the ratio of Tarnish to the absolute value of the mean of Scratch and Delta. Figure of Merit provides an overall assessment of the data collected by comparing the amount of tarnish removed to the damage (Scratch and Delta) incurred during the polishing process. The rationale behind this manipulation of data was that a desirable polishing system should remove as much tarnish as possible with the least amount of surface scratching and silver loss. Thus, the higher the Figure of Merit value, the better the overall performance of the abrasive. The calculated values of the Figure of Merit are shown in table 1 for each of the abrasives tested. TABLE 1 Calculated Figure of Merit for Abrasives A control sample was run to determine the polishing effects of the carrier fluid and cloth alone. The control sample was sulfided, then polished on the polishing device with ethanol/ammonium hydroxide for 3 minutes with no abrasive on the cloth (see table 1). To determine the extent and depth of residual abrasive on the silver surfaces, five samples were examined by SEM and two samples were analyzed by Auger spectroscopy. Because of the decidedly yellow color of the silver samples polished with tin oxide, an Auger analysis of a specimen was performed. On removal of successive surface layers by sputtering, tin and oxygen contamination was found to a depth of about 300 Angstroms below the surface. By comparison, aluminum contamination of a gamma alumina-polished sample was limited to the upper 25 Angstroms. Before the abrasives were used to polish the Gilbert Collection at LACMA, they were tested on sterling silver scrap. Most of the abrasives were ruled out early in the project either because they were too abrasive or did not remove tarnish efficiently. Rouge and rottenstone, which were tested at GCI to establish parameters for known harsh abrasives, were not tested at LACMA. The nine LACMA conservators who participated in this project were asked to rate the abrasives according to three criteria: speed of tarnish removal, surface appearance after polishing, and ease of removal of the abrasive from crevices after drying. Their comments were valuable in the final assessment of the abrasives for practical use. 4.1 ABRASIVESThe following section summarizes the findings at LACMA and GCI on the six abrasives that had the highest Figures of Merit. 4.1.1 Chromium OxideIn an alcohol/ammonium hydroxide suspension, chromium oxide removed tarnish rapidly and effectively with very little effort. A moderate amount of silver was removed during the process. Chromium oxide was not tested in water suspension. Although chromium oxide received the highest Figure of Merit, it was not favored by some of the conservators because of its green color. In addition, they unanimously reported that it was difficult to remove all of the abrasive residue from the crevices after drying. This observation may be due to the fact that a green residue is more visible than a white one. 4.1.2 Magnesium OxideIn alcohol/ammonium hydroxide, magnesium oxide removed tarnish rather slowly and only with significant rubbing. Eventually the tarnish layer was removed, but a moderate amount of silver was also removed. Magnesium oxide was not tested using water as a Although very few scratches were visible after polishing, the conservators noticed that dried MgO was somewhat difficult to remove from crevices. After drying, extremely abrasive agglomerates formed (possibly magnesium carbonate), which scratched the silver during removal. Because this characteristic was observed at the bench with LACMA tests, it is not reflected in the GCI Figure of Merit values. In view of the tendency of Mg0 to form abrasive agglomerates, MgO cannot be recommended as an abrasive for polishing silver. 4.1.3 Gamma AluminaGamma alumina is the synthetic, tetragonal crystalline form of aluminum oxide. Gamma alumina suspensions in water are available commercially. In a water-surfactant slurry, gamma alumina (particle size 0.05 μm) removed tarnish successfully, but at a slow rate. In alcohol/ammonium hydroxide, tarnish was removed more effectively, but the silver was more visibly scratched. Silver loss in both cases was small. After drying, gamma alumina was reported to be slightly harder to remove from crevices than other abrasives. At LACMA, gamma alumina was considered a good material for polishing lightly tarnished silver, and the conservators unanimously reported very little or no visible scratching. Significantly fewer scratches were noted after the 6 minute tests than after the 3 minute tests. This result could have been due to the evaporation of alcohol or the clogging of the abrasive support cloth, which resulted in burnishing of the silver surface. 4.1.4 Alpha AluminaAlpha alumina is a synthetic, hexagonal crystalline form of aluminum oxide that occurs in nature as corundum. Alpha alumina suspensions in water are available commercially. In alcohol/ammonium hydroxide, alpha alumina (particle size 0.3 μm) removed tarnish rapidly and efficiently but also removed a fair amount of silver in the process. In water/surfactant, tarnish was removed less efficiently, but scratching and silver loss were significantly reduced. In general, however, alpha alumina produced more visible surface scratches than gamma alumina and was reported by the LACMA conservators to be slightly more difficult to remove from crevices after drying than some of the other abrasives. It was observed that both alpha and gamma alumina produced more highly reflecting surfaces than any of the other abrasives. The conservator should be aware of this property when using these materials. 4.1.5 Tin OxideIn alcohol/ammonium hydroxide, tin oxide removed tarnish effectively but more slowly than other abrasives. Less silver was removed, however, than with most other abrasives that were effective in tarnish removal. In water/surfactant, tin oxide removed tarnish slowly, produced few scratches, and removed little silver. Very few scratches were observed on samples polished with tin oxide. Samples polished with water were distinctly yellow in appearance. Those polished with the alcohol/ammonium hydroxide were only Removal of tin oxide from crevices after drying did not present a problem. Because of the extensive contamination of the samples with tin oxide (as determined by Auger spectroscopy) and the surface color change of the silver, this material should be used with caution for cleaning museum silver. 4.1.6 Calcium CarbonateIn alcohol/ammonium hydroxide, calcium carbonate effectively removed most of the tarnish and only a moderate amount of silver. In water/surfactant, tarnish was removed less efficiently, but the silver was scratched significantly less and much less silver was removed. Although few scratches were observed at GCI, some were moderately deep. To ensure that the abrasive supply was not contaminated, a second batch of calcium carbonate was tested and similar results were obtained. Laboratory-grade calcium carbonate is not graded for size, and agglomerates up to 48 micrometers were found. Precipitated chalk or whiting obtained from other sources should be evaluated. The conservators noted that the abrasive was more difficult to remove from crevices after drying than other abrasives and that a slight “dusty coating” remaining on the silver surface must be wiped off after polishing. 4.2 CARRIER FLUIDSThe relative effect of the carrier fluid on abrasive performance is shown in table 2, where the ratio of Tarnish, Scratch, and Delta values for alcohol and water are given for four abrasives. These data indicate that cleaning with alcohol/ammonium hydroxide as the carrier fluid resulted in the removal of more tarnish, produced a surface that had more scratches, and removed more silver than a water/surfactant slurry for each of the abrasives tested. The relative increase in scratches and in material removal was significantly greater than the increase in tarnish removal. TABLE 2 Effect of Carrier Fluid on Abrasive Performance Although more tarnish was removed using abrasives in an alcohol carrier, water seems to be preferable because less silver damage (Scratch and Delta) was observed. Possible reasons for this result are: 1) loss of alcohol by evaporation or wicking into drier parts of the cloth, which would result in a more concentrated abrasive slurry, or 2) that the superior suspension properties of a water-surfactant solution produces a more dilute, stable slurry. In general, the conservators found that although tarnish removal was slower when a relatively thin slurry was used, less scratching seemed to occur and the cleaning process was more easily controlled. Because of these findings, and until more extensive studies on suspension fluids have been carried out, it is recommended that an aqueous polishing slurry with surfactant be used and that it be kept relatively dilute during the polishing operation. Each of the seven conservators who responded to the questionnaires on carrier fluids expressed concern about the evaporation rate of alcohol during polishing. Although several comments indicated that alcohol/ammonium hydroxide was a slightly more effective carrier, other remarks indicated that it was more difficult to control and rendered the polishing system too abrasive. The conservators were also asked to compare alcohol as a carrier fluid both with and without ammonium hydroxide. The primary reason for adding ammonium hydroxide to the polishing fluid is to aid in removal of greasy deposits. Two of the seven conservators preferred the addition for this reason, but the others could not detect any difference in performance. All were concerned about the ammonia fumes. In view of the little, if any, improvement offered during polishing, ammonium hydroxide is not recommended for use as an additive to alcohol. It is also recommended that greasy films be removed with an aqueous detergent or a solvent prior to polishing. 4.3 ABRASIVE SUPPORT MATERIALSThe performance of several different abrasive support materials were compared during the tests at LACMA. These included cotton wool swabs, women's nylons, cotton diapers, and a lint-free polyester fabric. Nylons were rejected because the brown dye proved to be soluble in alcohol. None of the other three support materials were found to scratch the silver more than the least effective abrasive used. Cotton swabs were found to leave lint on the silver surface but were useful for reaching into deep recesses and crevices. Cotton diapers were found to leave less lint and to polish large surfaces more efficiently than swabs but tended to dry out more rapidly. The diapers chosen for this experiment were found to be quite thin; a heavier fabric would offer more support during polishing. The disposable, polyester fabric was favored by most of the conservators because it performed as well as the diapers but did not leave any lint. Based on the findings at LACMA, cotton swabs, cotton diapers, and polyester cloths used in these tests can all be recommended for silver cleaning. A control test was run at GCI in which a cotton diaper was used to clean a sulfided silver sample using an alcohol/ammonium hydroxide fluid without abrasive. No visible scratches were produced, and very little, if any, tarnish or silver was removed. 4.3.1 Polishing TimeThe relative effects of doubling the cleaning time on the values of Tarnish, Scratch, and Delta were determined. The ratios of 6 minutes to 3 minutes data for the abrasives that were used in the alcoholic slurry are shown in table 3. TABLE 3 Effect of Polishing Time on Abrasive Performance The results show that very little additional tarnish was removed, and, on the average, no additional scratches were produced by doubling the cleaning time from 3 to 6 minutes. Samples polished with gamma alumina for 6 minutes, however, had significantly fewer scratches, and significantly more material was removed than those polished for 3 minutes. This reduction in number of scratches over time could explain why the silver polished with gamma alumina at LACMA appeared to have an exceptionally high reflectance. A question posed by one of the conservators during the project was whether it was desirable to polish with a mild abrasive for a long period of time or a more aggressive abrasive for a shorter time. It is apparent from these data that use of a mild, tarnish-removing abrasive for a longer time is less damaging to the silver surface than a more aggressive material for a shorter time. 5 CONCLUSIONIT IS difficult to define the ideal system for cleaning all silver objects. Selection of the abrasive, carrier fluid, and abrasive support cloth must be made by the conservator based on the condition and intricacy of the object to be polished. A lightly tarnished object, for instance, may simply be cleaned with a cloth and an aqueous surfactant solution without the use of any abrasive. A more intricate or irregularly tarnished object may require a combination of techniques to remove the tarnish. It is hoped that the results of this study will aid in the selection of materials that meet the demands of the individual object. The abrasives that removed tarnish successfully and caused the least damage to sterling silver were calcium carbonate, gamma alumina, and chromium oxide. Calcium carbonate performed well in all tests, except that in some instances a few shallow scratches were produced on the silver surface. Presumably these scratches result from poor particle size classification by the manufacturer. Gamma alumina, which produced fewer scratches than calcium carbonate, was found to leave the silver with a very highly reflective surface. This exceptionally high reflectance may be considered objectionable. Chromium oxide was less favored than calcium carbonate and gamma alumina by some conservators at LACMA because of the extra labor involved in removing the bright green It was also found that less damage is caused by polishing with a less abrasive material for a longer period of time than a more abrasive material for a shorter period of time. If tarnish removal using calcium carbonate, chromium oxide, or gamma alumina proves to be too difficult and chemical cleaning cannot be performed, alpha alumina should be considered. Although alpha alumina removes more material and produces more scratches on the silver surface than the above abrasives, the overall performance of this material was superior to the other nine abrasives tested. At LACMA the conservators rated diatomaceous silica very high. They found that it removed tarnish successfully and was easily removed from the crevices after polishing. On microscopic examination at GCI, it was found that diatomaceous silica produced an observable scratch pattern and removed more silver than calcium carbonate. The additional scratches produced by light polishing may not be discernible on some historic silver surfaces that have previously existing scratch patinas. With persistent polishing, however, this uniform pattern of light scratches will eventually replace the existing scratch pattern. If diatomaceous silica is used as a polishing abrasive, the conservator must be careful not to replace the random scratches of age with a new, perhaps oriented, finely divided scratch pattern. From the evidence gathered on carrier fluids, it can be concluded that deionized water with a small amount of nonionic surfactant is preferable to reagent grade ethanol with or without ammonium hydroxide. With an alcohol carrier fluid, the abrasives, on the average, removed about twice as much tarnish, but the silver was scratched about three times as much and about four times as much silver was removed as with the aqueous carrier fluid. Because these differences may be due partly to evaporation or excessive spreading of the alcohol into the abrasive support cloth, a combination of water and alcohol could provide a more effective medium. Selection of components of a polishing system will determine not only the amount of material removed and the scratch pattern on the silver surface but also the amount of specular reflectance. Historically, the surfaces of most silver objects were highly polished when the objects left the silversmith's shop. The surfaces were usually planished then polished with finely ground pumice, rouge and/or whiting. Over time, the silver surface was altered by cycles of tarnishing and polishing. This alteration inevitably rendered the surface slightly less reflective through the pitting action of oxidizing reactions, the scratching of abrasives, and random scratches produced over time by handling. In selection of materials to be used for cleaning old silver, the conservator must determine whether the objective is to maintain the “historical appearance” of a slightly less reflective surface or to retrieve the original high reflectance of a recently fabricated piece. If the high reflectance imparted by aluminum oxide is not desired, yet calcium carbonate does not remove the tarnish, the conservator may choose to use gamma alumina or, if necessary, alpha alumina, then lightly repolish with calcium carbonate to reduce the reflectance. 6 FUTURE RESEARCHTHE PRIMARY focus of this research was on the practical effects of abrasives used in polishing systems. A further study on the correlation between the performance of abrasives and their physical characteristics, such as particle size, hardness, and crystal morphology, could provide the groundwork for a better understanding of the polishing characteristics of abrasives. Three additional areas of investigation, which were Many questions concerning carrier fluids remain unanswered. Further attention should be given to the effects of aqueous/alcohol solutions and other alcohols, such as normal or isopropyl alcohol, to retard the rate of evaporation. Dispersion agents, such as gums, are used in commercial polishing products. It is likely that the addition of a dispersion agent would help keep some of the abrasives in suspension. Such materials could prove of value and should be considered in future studies. Except for the measurement of silver loss, estimates of the effects of abrasives on silver were subjective and based on visual observations. Although such observations by trained conservators did provide useful and discriminating information, quantitative data for tarnish and scratch are needed to obtain objective numerical data that can be treated statistically. For this purpose, instrumental techniques, such as reflectance spectrophotometry and pattern recognition, can be used to quantify tarnish and scratch. ACKNOWLEDGEMENTSWE WISH to express our gratitude to the objects conservation staff at the Los Angeles County Museum of Art for their interest and contributions to this project. The conservators at LACMA who treated the silver and responded to the questionnaires were: Laurie German, Andrea Morse, Rosa Lowinger, Sharon Blank, Helene Gillette, Gretchen Anderson, David Rasch, Susan Lansing Maish and Glenn Wharton. We also appreciate the suggestions and criticism provided by Andrew Lins, Wase Ahmed, Terry Weisser, Don Heller, Shelley Reisman Paine, Timothy Schroder, and John Twilley. We would also like to thank Donald Dietrich, Michael Schilling, and Jesse Lumsden for the SEM and microprobe, XRF, and Auger analyses, respectively, and Terry Reedy, who performed statistical analyses of the data. We wish to express our thanks to Pieter Meyers, Frank Preusser, and Jerry Podany for their continued interest and support during this project. In addition, one of us (G.W.) would like to acknowledge the financial assistance provided by the Andrew W. Mellon Foundation and the Getty Conservation Institute during the course of this work. REFERENCESBacklund, P., B.Fjellstr�m, S.Hammarb�ck, and B.Maijgren. 1966. The influence of humidity on the reactions of hydrogen sulfide with copper and silver. Arkiv for Kemi26:(23):267–77. Bennett, H. E., R. L.Peck, D. K.Burge, and J. M.Bennett. 1969. Formation and growth of tarnish on evaporated silver films. Journal of Applied Physics40(8):3351–60.
Consumer Reports. 1978. Silver care products. Consumer Reports43(2):104–7. Drott, J.1959. Reaction rate and growth forms in the reaction between silver and H2S. Arkiv for Kemi15(14):181–95. Fales, D. A., Jr.1967. Care of antique silver. History News22(2):technical leaflet 40. Franey, J. P.1983. A novel system for atmospheric corrosion experiments. Corrosion Science. 23(1):1–8. Graedel, T. E., G. W.Kammlott, J. P.Franey. 1981. Carbonyl sulfide: Potential agent of atmospheric sulfur corrosion. Science212:663–64. Graedel, T. E., J. P.Franey, et al. 1985. On the mechanism of silver and copper sulfidation by atmospheric H2S and OCS. Corrosion Science25(12):1163–1168. J.G.Hawthorne and C.S.Smith. 1979. Theophilis on diverse arts. Dover Publications. Book 3, Chapter 80: 158. Heller, D.1983. The coating of metal objects at Winterthur. AIC Preprints. 11th Annual Meeting of the American Institute for Conservation, Washington, D.C.57–64. Holland, M.1977. Caring for silver. Silver10(2):30–31. Majewski, L.1973. On conservation. Museum News51(8):10–11. Plenderleith, H. J., and A.E.A.Werner. 1979. The Conservation of antiquities and works of art.London: Oxford University Press:240. Pope, D., H. R.Gibbens, and R. L.Moss. 1968. The tarnishing of Ag at naturally occurring H2S and SO2 levels. Corrosion Science. 8(12):883–87. Rabinowicz, E.1968. Polishing. Scientific American218(6):91–99. Reisman, S.1983. How to clean silver. History News38(8):22–23. Samuels, L. E.1978. The mechanisms of abrasive machining. Scientific American239(5):110–118. Samuels, L. E.1982. Metallographic polishing by mechanical methods. 3d ed.Metals Park, Ohio: American Society for Metals. 155–159. Taylor, G.1956. Silver. London: Penguin Books. 230. SOURCES OF MATERIALS USEDChromium oxide, magnesium oxide, gamma, alumina, alpha alumina, rouge, Metadi diamond, Miromet, Mastertex, Microcloth, Fibermet, MetpolishBuehler, Ltd., Bluffs, Illinois Tin oxideTranselco Div., Ferro Corp., Pennyan, New York Calcium carbonateFisher Scientific, Fair Lawn, New Jersey Diatomaceous silica (Snow Floss)Johns Manville Co., Denver, Colorado Cerium oxideCercoa Corp., Lake Park, Florida Conservation Materials, Sparks, Nevada Magnesium silicateSpectrum Chemicals, Gardena, California Polyester cloth (Exsorbex 400)Berkshire Corp., Great Barrington, Massachusetts Cotton diapers (Curity)Local Drug Store AUTHOR INFORMATIONGLENN WHARTON is a conservator in private practice in Los Angeles. He received his Master's degree from the Cooperstown Graduate Program in 1981. He interned at the Oriental Institute of the University of Chicago, J. Paul Getty Museum, and Fogg Museum. Following his internships, Mr. Wharton received an Andrew Mellon Fellowship at the Los Angeles County Museum of Art and a research fellowship at the Getty Conservation Institute. He has served as Field Conservator for the Cyprus Expedition of Princeton University, the Sardis Expedition of Harvard University, and the Institute of Nautical Archaeology in Turkey. Address: 549 Hot Springs Road, Santa Barbara, California 93108. SUSAN LANSING MAISH received a Bachelor's degree in Fine Arts from the Art Center College of Design, Pasadena, California in 1984. Since 1986, she has been on staff of the Antiquities Conservation Department, J. Paul Getty Museum. Preceding her current position, she was a member of the Gilbert Silver Cleaning project at the Los Angeles County Museum of Art. Address: The J. Paul Getty Museum, Antiquites Conservation, P.O. Box 2112, Santa Monica, California 90406. WILLIAM S. GINELL received his Ph.D. in Physical Chemistry from the University of Wisconsin. Since 1949, he has held research positions at Brookhaven National Laboratory, Atomics International, Aerospace Corporation, and McDonnell Douglas Astronautics Company. He joined the Getty Conservation Institute in 1984 as Head of the Materials Science Section. His principal research interests are in protective coatings for conservation, corrosion of metals, seismic damage mitigation methods for cultural property, and architectural conservation. Address: The Getty Conservation Institute, 4503 Glencoe Avenue, Marina del Rey, California 90292-6537.
 Section Index Section Index |