Observations Concerning the Characteristics of Handmade Paper: The Library of Congress Endpaper Project 1996
by Mary Wootton, Jesse Munn, and Terry Boone WallisIntroduction

| 
|
| Fig. 1. | Fig. 2. |
The Endpaper Project at the Library of Congress began in the fall of 1989 (Figs 1 & 2). It was described in a paper presented by Terry Wallis at AIC in 1993 which was co-authored by Terry, Barbara Meier-Husby, Jesse Munn, and myself. As described in that paper, the Endpaper Project involved our efforts to work with hand papermakers to develop papers appropriate for our work with rare books. We have noticed major differences between papers made in the 15th through 18th century and those made in the 19th and 20th century. In this paper we will discuss what we have observed about these differences in our effort to develop specifications for ordering paper.
Working and Aesthetic Qualities

Fig. 3. | 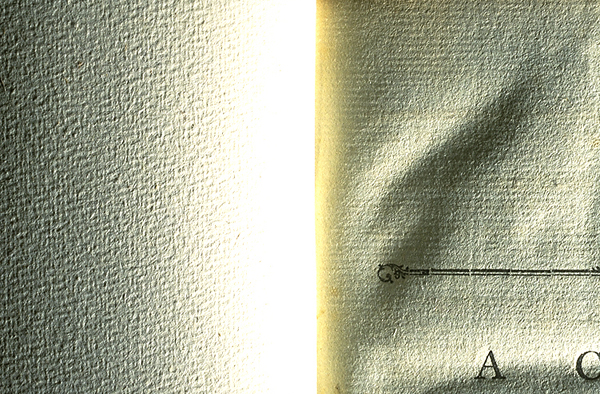
Fig. 4. |
As conservators, our highest priority is to use papers that meet standard requirements for permanence and durability (Figs. 3 & 4). But it is just as important that the papers have appropriate working and aesthetic qualities for use with our collection materials. We think of handmade papers as having qualities sympathetic with older papers. But, handmade papers vary considerably.

Fig. 5. | 
Fig. 6. |
For a functioning artifact, like a book, it is essential that any new material work in unison with the old (Figs. 5 & 6). The weight, thickness, strength, drape and stiffness must be carefully considered when choosing a new paper to use in conjunction with an old paper. We often see damage in our Library which has resulted from the use of materials with working properties incompatible with older, original materials.

Fig. 7. | 
Fig. 8. |

Fig. 9. | 
Fig. 10. |
The books in our collections have tremendous value to our culture as historical artifacts (Figs. 7 & 8). The aesthetic qualities of its endpapers and binding are essential to maintaining a book's artifactual integrity. We wouldn't put a Rembrandt painting in a metal frame from a kit (Figs. 9 & 10). It is no more appropriate to bind an incunable in bright, stiff, modern, endpapers. We choose an endpaper that reflects the aesthetic qualities of the books' paper, such as color, opacity/translucency and texture.

Fig. 11. | 
Fig. 12. |

Fig. 13. | 
Fig. 14. |
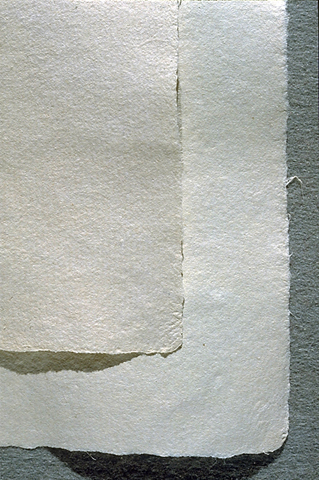
Aside from evaluating overall appearance, there are two useful ways of examining paper (Figs. 11 & 12). One is to hold a paper up to transmitted light to see the variations in opacity and how the paper fibers are dispersed. This is referred to as the "look-through". The other is to look at the texture on the surface caused by felts, moulds and fibers (Figs. 13 & 14). This is referred to as the "look-down" of a paper and is seen by holding it at an angle in a slightly raking light.

Fig. 15. | 
Fig. 16. |
We began the Endpaper Project with a survey of handmade papers that were commercially available (Figs. 15 & 16). We found that the most valuable way of assessing their usefulness was to evaluate these modern, available papers alongside an assortment of 15th to 18th century books from our collections. During this process, our close examination of both the modern and the older papers heightened our awareness of the distinctive aesthetic characteristics of papers. These physical characteristics are determined by the processes of manufacture (the fiber content and preparation, sizing, sheet formation, drying, finishing) and reflect the technology and materials available in the place and period when a paper was made.
Early Papers

Fig. 17. | 
Fig. 18. |
Early book papers, those made in the 15th through the 18th centuries, are distinguishable to us because of their rich textures, their luster and their toughness (Figs. 17 & 18).

Fig. 19. | 
Fig. 20. |

Fig. 21. | 
Fig. 22. |

Fig. 23. | 
Fig. 24. |
Early papers were made from linen and hemp rags which were sorted for quality. Rags of the finest cloth were used for making "fine white" papers, the coarser and dirtier rags were used for making either "coarse white" or brown paper (Figs. 19 & 20). Observations indicate that books were printed primarily on coarse white papers, although both fine and coarse white papers were used (John Krill, lecture given at the Library of Congress, May 1995). The rags were cut and fermented to break down the cloth (Figs. 21 & 22). Stampers were used for beating the rags into pulp (Figs. 23 & 24). Fibers beaten with wooden stampers could be long and fibrillated because the stamper action brushed out the fibers instead of cutting them. The resulting fibrillated fibers bond well with other fibers, producing a strong paper.

Fig. 25. | 
Fig. 26. |

Fig. 27. | 
Fig. 28. |
After forming, the papers were pressed between wool blankets called felts (Figs. 25 & 26). The texture of the felts used in drying can be very important in the appearance of a paper. Many early felts were non-woven. Some were woven. The texture derived from the hairs of non-woven felts is described by John Krill, of Winterthur, as a "chicken skin" texture and is very distinctive in early papers (Figs. 27 & 28). You can also see the impression of woven felts in the surface of papers. Before loft drying papers were generally pack-pressed which somewhat diminished this felt impression.

Fig. 29. | 
Fig. 30. |

Fig. 31. | 
Fig. 32. |
Papers were hung over ropes to dry in groups or "spurs" and then stacked to mature (Figs. 29 & 30). They were gelatin sized by dipping in groups, then were dried again. Many early papers were burnished by hand using smooth stones. By the mid 16th century they could be hammer glazed (Figs. 31 & 32).

Fig. 33. | 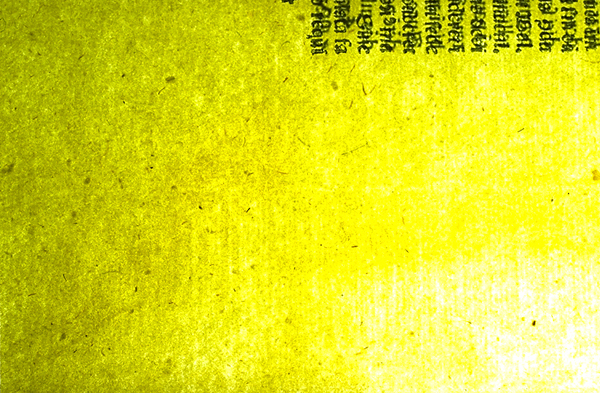
Fig. 34. |
The resulting papers had imperfections. They had clumps, knots and swirly fibers (Figs. 33 & 34). But they were strong, supple, lively papers with a complex surface texture.

Fig. 35. | 
Fig. 36. |

Fig. 37. | 
Fig. 38. |
The Hollander beater replaced stampers in many mills and considerably speeded up the beating process (Figs. 35 & 36). It was so effective at cutting up the pulp that many mills also saved time by eliminating the long fermentation process. The Hollander was in use in Holland by the late 17th century and was in use in other parts of Europe by the mid-18th century (Figs. 37 & 38). The Hollander beater could create a cutting action, which resulted in shorter, less fibrillated, fibers. This contributed to less swirly fibers, fewer clumps and more refined, possibly weaker, pulp.

Fig. 39. | 
Fig. 40. |

Fig. 41. | 
Fig. 42. |
In the 18th century there was a general refinement of the papermaking process. 18th century papers retained the distinct surface texture of the chain and laid lines of the paper mould mainly because the drying process remained unchanged until the end of the century. However, the calendar roll, for glazing the surface of papers, came into use around 1720. This created an even surface finish for those papers which were to have a highly pressed finish (Figs. 39 & 40). At the end of the 18th century there were several developments that would change papermaking. In 1795 the hydraulic press was invented (Figs. 41 & 42). This allowed papermakers to apply tremendous pressure to squeeze moisture out of paper which hastened the drying time and produced flatter papers. This also reduced the surface texture created by the laid moulds.
Cotton became an important source of pulp in the 19th century. Papers made from cotton tend to be more opaque, with less luster, than papers made from linen, although this is hard to distinguish in gelatin sized papers because gelatin adds its own luster. Papers made with cotton also tend to be softer than linen papers unless the linen has been over processed.

Fig. 43. | 
Fig. 44. |

Fig. 45. | 
Fig. 46. |

Fig. 47. | 
Fig. 48. |

Fig. 49. | 
Fig. 50. |
Laid paper moulds went through a revision in the late 18th century (Figs. 43 & 44). In many early papers pulp accumulated around the wooden ribs of the mould as it was draining creating shadows of pulp along the chain lines (Figs. 45 & 46). The addition of a coarse screen under the woven laid screen in the late 18th century, slowed down the draining of the pulp which resulted in less accumulation of fibers around the chain lines (Figs. 47 & 48). The first handmade wove papers were also developed in the latter part of the 18th century (Figs. 49 & 50). Wove papers were designed to show no chain and laid lines.
19th Century

Fig. 51. | 
Fig. 52. |

Fig. 53. | 
Fig. 54. |
In the first decade of the 19th century the papermaking machine came into use in Europe (Figs. 51 & 52). By 1820 papermaking machines were being made in North America. Accounts of early machine-made papers describe them as "in texture...perfectly smooth and even", possessing "beauty, regularity and strength" (Hunter, Papermaking, page 353). All early machine-made papers were wove papers. There was some nostalgia for the laid papers, though, and the "dandy roll", which was patented in 1825, made a rolled impression on the newly formed web of paper that could give the paper the appearance of laid paper (Figs. 53 & 54).

Fig. 55. | 
Fig. 56. |

Fig. 57. | 
Fig. 58. |
While machine papermaking was taking hold, handmade papermaking continued (Figs. 55 & 56). But the comparison between machine-made and handmade papers had an effect on the hand papermaking industry. The primary consumer of white paper was the printing industry which required the smoothest possible sheets. The goal for handmade papers became to match the aesthetic challenge presented by the machine-made papers. Papermakers attempted to make smooth, even sheets, without any shives, clumps, knots or other imperfections. The "knotter", which came into general use around 1819, removed clumps and foreign substances from the pulp. This enabled papermakers to get a clean sheet more easily and is still used by many hand papermakers today (Figs. 57 & 58).

Fig. 59. | 
Fig. 60. |
Paper pulp often contained cotton. Fibers, which were beaten short with a Hollander beater, made smooth, even sheets. The revised mould design allowed for a more even distribution of fibers than had previously been possible. After forming the sheets, the hydraulic press squeezed water out of the felted stack so papers dried more quickly when removed from the felts. The pressing also made them smoother and flatter (Figs. 59 & 60). By the middle of the 19th century, machine-made papers were dried on heated drying cylinders. Some large hand papermaking mills were able to afford such machines which further contributed to flattening the lively texture out of the sheets.
20th CENTURY
The technology and aesthetic for hand papermaking today is relatively unchanged since the 19th century (Figs. 61 & 62). Hand papermakers, who serve primarily the fine printing industry, strive to create, even, flat sheets, free of irregularities. The fine printing industry values these features. The changes in drying methods for handmade papers have resulted in surface textures which lack the lively character of earlier papers. Some handmade papers are restraint dried, with heat, between drying boards that leave a distinctive impression in the surface of the paper, rather than the laid impression of the mould (Figs. 63 & 64).

Fig. 61. | 
Fig. 62. | |

Fig. 63. | 
Fig. 64. | 
Fig. 65. |

Fig. 66. | 
Fig. 67. | |

Fig. 68. | 
Fig. 69. | |

Fig. 70. | ||

Fig. 71. | 
Fig. 72. | |
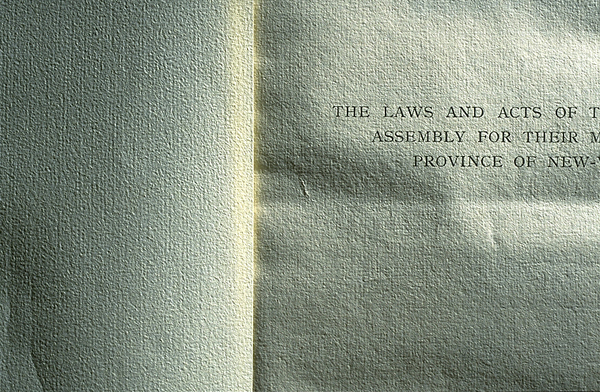
Fig. 73. | 
Fig. 74. |
Technology for papermaking was revised over the centuries, but changed dramatically in the 19th century (Figs. 64 & 65). The working and aesthetic qualities of paper, which are the result of the interaction of all aspects of the papermaking process also changed. 19th and 20th century handmade papers are aesthetically very different from papers made in the 15th to 18th centuries (Figs. 66 & 67). They reflect an aesthetic developed as a result of the machine and a technology that is capable of matching that aesthetic. Often, they can appear very similar to machine-made papers and are even hard to distinguish (Figs. 68 & 69), (Figs. 68 & 70), (Figs. 71 & 72), and (Figs. 73 & 74). Most handmade papers available to conservators today can work very well with some 19th century materials. But, many are not compatible with earlier materials.
Discussions with Papermakers
The purpose of the Endpaper Project was to develop papers that would be compatible with earlier materials. In November 1992, at the Endpaper Project Meeting in Iowa City, Iowa, hand papermakers and conservators closely examined a range of books from earlier periods and discussed the various characteristics of historic papers. Seeing the earlier papers placed in conjunction with their modern papers, the papermakers agreed that they saw clear differences between their papers and earlier handmade papers. There were lengthy discussions about how their techniques could be varied to broaden the range of papers they could offer us for our work. The challenges are for us to communicate with the papermakers about the characteristics we want and for the papermakers to work within the realistic parameters of available materials, equipment and economics, to create more lively and interesting papers.

Fig. 75. |
For papermakers, altering their standard approach can be risky (Fig. 75). To make a useable sheet of paper requires understanding the inter-relatedness of all the components and procedures. One of the Endpaper Project papers was loft-dried in response to our request for more surface texture and it's virtually unuseable because it is so wild. The papers we are asking for should not be too difficult to use. Papermakers need feedback from us on how useable their papers are.

Fig. 76. | 
Fig. 77. | 
Fig. 78. |
In the fall of 1994 we repeated our original paper order with revised specifications (Figs. 76 & 77). The revised specifications contained the same historical paper sample to match (an italian book paper dated 1574) but the wording of the order was revised to be more specific in describing the desired characteristics of the enclosed sample. The papers received from this second order varied considerably. They varied both from each other and from the papers from the earlier order. Most of the papers from this order we have found to be very useful. However, one paper came very close to the 15th to 18th century aesthetic we have been seeking. This encourages us to believe that what we are asking for can be achieved (Fig. 78).
An important component of this project has been to develop specifications that convey clearly the characteristics of the desired paper. The papermakers have indicated to us that the best way of specifying a paper to be compatible with early book papers is to send the papermaker a sample to duplicate. In our experience sending a sample isn't enough. We have found it essential to accompany the sample with a detailed description of the paper we sent. Details that should be noted are flecks, shives or clumps as desired, opacity, fiber dispersion (swirly fibers, accumulation around chain lines, etc.) weight, thickness, bulk or density (this affects the paper's drape), visual and tactile surface texture.
The papermakers informed us that it was ideal if the historical sample enclosed was also of the desired color. However, if the historical sample is not the desired color, a color sample should also be sent. We made a color sample by applying a water color wash on a toothy paper (so that the color would not appear flat).
Descriptions of these characteristics should be accompanied by permanence and durability requirements. We specified a pH between 7 and 9, a fold endurance of at least 150 folds at 1 kg. (retaining at least 80% of this after aging for 14 days at 90% centigrade, 50% relative humidity) and a lignin content of less than 1%.
In a handmade paper specification it is important not to direct the papermaker on how a paper should be made. The papermakers' skills of preparing and beating the fibers, sheet formation and drying determine the characteristics of the paper. Therefore, if you want a paper with a pronounced surface texture it is better not to specify "loft-drying" a paper, but rather, clearly describe the aesthetics of the paper you want (preferably also providing a sample) and leave it up to the experience of the papermaker to develop a means for achieving the desired result. Papermaking is a complicated, interrelated process. Only the papermaker can create the paper described by the purchaser but which also lies flat and functions as a workable sheet.
This project has been lengthy and has had mixed success. With all our detailed specifications we have gotten some very nice papers, but few have truly achieved the aesthetic we were striving for. We have, however, gained a critical awareness of the characteristics of paper which is essential in establishing a dialogue with papermakers. We have made headway in that dialogue by our meetings and discussions with papermakers. There is still work to be done both in improving communication and in developing papers for our work. We ask conservators and book binders to continue to challenge and encourage papermakers to make papers that truly meet all the needs of the distinguished and venerable books in our collections.
We would like to thank Tom Albro and the Preservation Directorate of the Library of Congress for supporting our efforts and Merrilee Wilson from the Library and John Krill from Winterthur for their help in putting this paper together.
More detailed information about the Endpaper Project, including the specifications used, test results and terminology developed will soon be available as a Library of Congress Publication. When available, free copies can be obtained by calling the Preservation Directorate of the Library. See also the Winter 1996 issue of Hand Papermaking magazine.
Mary WoottonJesse Munn
Terry Boone Wallis
Senior Rare Book Conservators at the Library of Congress
Publication History
Received: Fall 1996
Paper delivered at the Book and Paper specialty group session, AIC 24th Annual Meeting, June 10-16, 1996, Norfolk Virginia.
Papers for the specialty group session are selected by committee, based on abstracts and there has been no further peer review. Papers are received by the compiler in the Fall following the meeting and the author is welcome to make revisions, minor or major.